TIG溶接が精密溶接に向く理由|被覆アーク溶接との違いと材料別ポイント

TIG溶接(ティグ溶接)は、金属加工の現場や研究開発、製造業など幅広い分野で利用されている高品質な溶接方法です。アーク溶接の中でも特に精密性が高く、ステンレス鋼のほか、アルミニウムや銅などの非鉄金属を含む幅広い金属材料に適用できることから、今日の製造業に欠かせない技術となっています。
本記事では「TIG溶接」について、その基本原理と材料別のTIG溶接ポイントを説明し、初学者にも理解しやすく解説していきます。
また、比較対象として古くから使用されている「被覆アーク溶接」と対比させながら説明します。
目次
1.TIG溶接と被覆アーク溶接の違い
TIG溶接と被覆アーク溶接の主な相違点は、「電極の性質」と「シールド(保護)の方法」にあります。
| ①電極 | ②シールド | |
| TIG溶接 | 電極が消耗しにくい「非溶極式」 必要に応じて溶加材を別途供給 |
不活性シールドガス |
| 被覆アーク溶接 | 電極自身が溶融(消耗)して溶滴となり、溶加材となる「溶極式」 | フラックス |
(1)TIG溶接
TIG溶接とは、英語で「Tungsten Inert Gas welding(タングステン不活性ガス溶接)」の略称であり、以下のような特徴があります。
- 非溶極式電極: 融点が3380℃と極めて高いタングステンを電極に使用するため、電極自体が消耗しにくく、アークの長さ(電極と母材の距離)を一定に保ちやすいというメリットがあります。
- 溶加材を使用: 電極を溶加材として使わないため、接合部を埋めるための「溶加材(溶接棒)」を必要に応じて別途供給します。
- 不活性ガスの使用: タングステン電極や溶融池を大気中の酸素・窒素から保護するため、シールドガスにはアルゴン(Ar)やヘリウム(He)などの不活性ガスが用いられます。
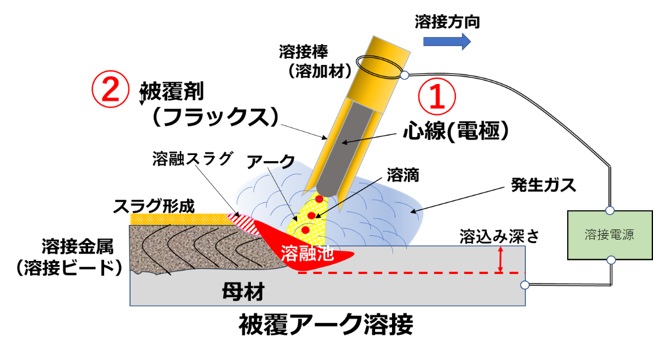
(2)被覆アーク溶接
一方、被覆アーク溶接の主な特徴は次の通りです。
- 溶極式電極: 金属の心線に被覆剤を塗布した電極を使用し、電極そのものが溶けて母材と一体化します。
- 自己シールド: 被覆剤(フラックス)がガスやスラグを発生させ、溶融池を大気から保護します。
[※関連記事:被覆アーク溶接とは?フラックスの役割と溶極式アーク溶接の種類]
2.TIG溶接が精密溶接に適している理由
TIG溶接は、適切な条件設定と操作により美しい溶接ビードを得やすく、精密な加工が可能です。
その理由は以下の3つの要因に集約されます。
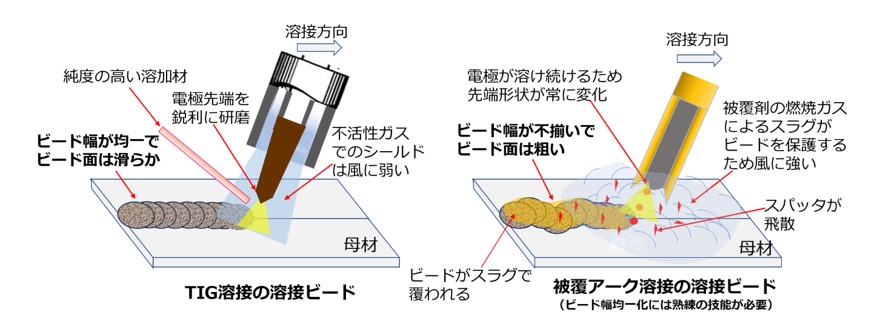
(1)電極形状の安定性(非溶極式)
- TIG溶接: 電極を溶加材として消耗させないため先端形状が維持されます。アークの放出位置や方向性・集中度が安定し、均一なビード幅を形成しやすくなります。また、先端を鋭利に研磨することでエネルギー密度を高め、狙った箇所を深く安定して溶かすことができます。
- 被覆アーク溶接: 電極が溶け続けるため先端形状が常に変化し、アークが不安定になりがちです。ビード幅の均一化には熟練の技能による微調整が不可欠です。
(2)シールド性能と美観
- TIG溶接: アルゴンなどの不活性ガスで溶融池を大気から保護するため、スラグが発生せず、スパッタも少なく、滑らかで美しいビードが得られます。 ただし、シールドガスは風の影響を受けやすいため、風の強い屋外作業には不向きです。
- 被覆アーク溶接: 被覆剤がアーク熱で分解・溶融し、発生したガスやスラグによって溶融池を大気から保護します。酸化から守る一方、スパッタが飛散しやすく、ビード外観はTIG溶接に比べて粗くなりやすい傾向があります。 一方でTIG溶接に比べると風の影響を受けにくく、屋外作業にも適用しやすいです。ただし、後工程で塗装を行う場合は、スラグの除去作業が必要です。
(3)溶加材の供給管理
- TIG溶接: 母材に適した溶加材を別途選定・供給できるため、金属組成が安定し、延性・靭性に優れた欠陥の少ない溶接が可能です。
- 被覆アーク溶接: 芯線と被覆剤が同時に溶けるため、アーク長や運棒、スラグ巻込みなどの影響を受けやすく、施工条件によっては欠陥が生じることがあります。
3.TIG溶接を行うための電源
溶接する材料によって、交流(AC)と直流(DC)の電源を使い分ける必要があります。
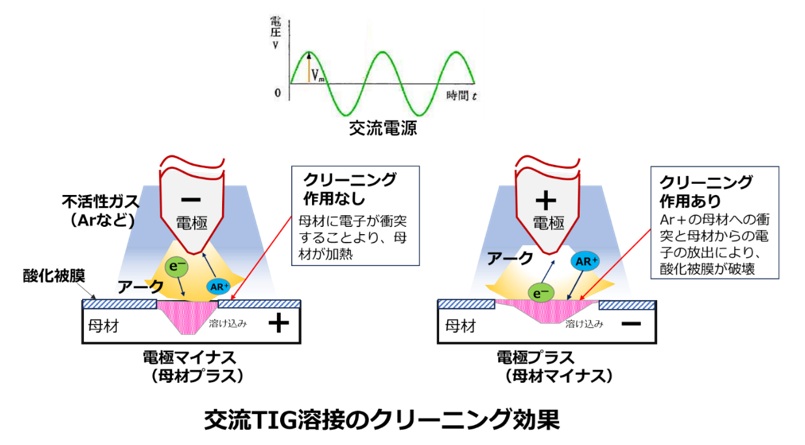
(1)交流TIG溶接(主にアルミニウム用)
- 原理: 電極のプラスとマイナスが交互に入れ替わります。
- クリーニング作用: 電極がプラス側になった際、ガスイオンが母材に衝突することで、アルミニウム表面の強固な酸化被膜を破壊・除去します。
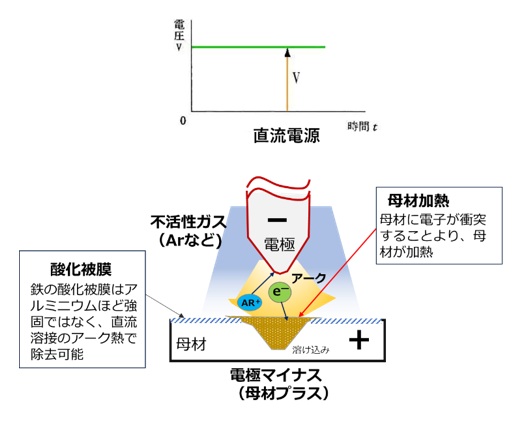
(2)直流TIG溶接(主に鉄・ステンレス鋼用)
- 原理: 電極をマイナス、母材をプラスとするDCEN(直流正極性)が一般的です。
- 特徴: 電極の消耗が少なく、鉄やステンレス鋼の接合に好適です。鉄の酸化被膜はアーク熱で除去できるため、特別なクリーニング作用は不要ですが、溶接前の錆取りなどの前処理は重要です。
4.材料別のTIG溶接ポイント
材料ごとに熱伝導率や融点が異なるため、それぞれの特性に合わせた最適化が必要です。
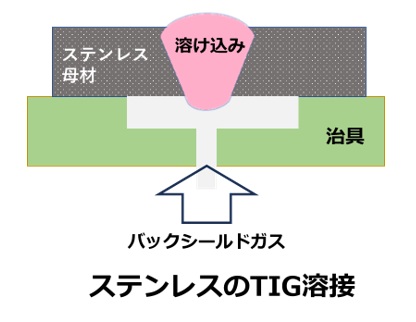
(1)ステンレス鋼
- 焼け対策: ステンレス鋼は熱伝導率が低く、溶接部に熱がこもりやすいため、電流値、溶接速度、シールドガス流量の調整が重要です。
- バックシールド: 裏面の酸化を防ぐため、必要に応じて裏側にも不活性ガスを流す「バックシールド」を行います。特に配管や完全溶込み溶接では重要です。
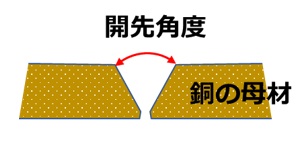
(2)銅
- 予熱: 熱伝導率が非常に高く、熱がすぐに逃げてしまう傾向があります。そこで、急激な熱拡散による溶け込み不良を防ぐため、200℃程度を目安に予熱を行う場合があります。
- ひずみ対策: 銅は線膨張係数が大きく、溶接時に変形が生じやすい材料です。ひずみを抑えるには、治具による拘束、対称溶接、溶接順序の工夫、入熱管理などが重要です。開先形状は板厚や継手形状、必要な溶込みに応じて設定し、過大な溶着量や入熱にならないよう注意します。
5.まとめ
TIG溶接は、非消耗式のタングステン電極とアルゴンなどの不活性シールドガスを用いるアーク溶接法です。電極形状が安定しやすく、溶加材を必要に応じて別途供給できるため、精密で高品質な溶接に適しています。
特に、スラグが発生せず、スパッタも少ない傾向があるため、滑らかで美しい溶接ビードを得やすい点が大きな特徴です。一方で、シールドガスが風の影響を受けやすいため、屋外作業では防風対策が必要になります。また、材料に応じて交流(AC)と直流(DC)の電源を使い分けることも、安定した溶接品質を得るうえで重要です。
ステンレス鋼では焼けや裏面酸化への対策、銅では高い熱伝導率を考慮した予熱や入熱管理が求められます。このように、TIG溶接では材料ごとの特性を理解し、電源条件、シールド条件、溶加材の選定を適切に組み合わせることが重要です。
TIG溶接は、作業者の技能や条件設定が仕上がりに大きく影響する溶接法ですが、その分、正しく扱えば高い品質と美しい外観を両立できる優れた技術です。精密部品や意匠性が求められる製品の製造において、今後も重要な役割を担い続ける溶接方法といえるでしょう。