

直交表実験の進め方と重要ポイント《仮想事例で解説》

連載コラム「これならわかる実験計画法入門」の直交表編として、前回の記事(実験計画法「直交表実験」の基本をわかりやすく解説)では直交表実験の基本をおさらいをしました。
今回は続き(後編)として、直交表実験の具体的な手順と各ステップでの重要ポイントを説明していきます。架空の実験について、実際に直交表を適用してみましょう。
目次
1.直交表実験の基本的な流れ
直交表実験は、以下のような手順で行います。
実験の計画
- 実験の目的を明確化し、目的を実現させる特性値を決定
- 考慮する因子と交互作用の決定
- 直交表のサイズの決定、直交表作成
- 線点図などを用いて要因(因子・交互作用)の割付け
⇒実験を行う水準組み合わせが決まる
実験の実施
- 得られた水準組み合わせで実験を実施
- データの取得
データの分析
- 分析に用いる数値取りまとめ、要因効果を見るためのグラフ化
- 統計的手法を用いて検定
データのばらつきを要因的なばらつきと誤差によるばらつきに分けて、要因効果があるか分散分析で検定 - 要因効果のあった主効果や交互作用の特定
- 特性を最も高めるための最適水準を決定
2.「実験の計画」の具体的な手順とポイント
直交表を用いた、次のような架空の実験で、計画から分析までの流れを見てみましょう。
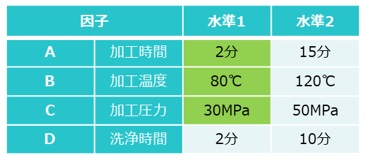
【表1 実験で検討する因子】

(1)目的の明確化・特性値の決定
- 特性値Yを指標に、製品Xの成型条件を適正化する
- 工程:加工、洗浄
(2)因子の設定
表1のように因子を設定します。
- 制御因子:加工時間(A)、加工温度(B)、加工圧力(C)、洗浄時間(D)の4因子
- 交互作用:AとB、AとCの交互作用があると想定して、交互作用の列を設定
- 誤差因子:他の因子間の交互作用との交絡に注意して1列設定
(3)直交表の決定
主効果が4つ、交互作用が2つなのでL8直交表を使用
(4)線点図を用いて要因を割付け、組み合わせが決定
線点図を用いて交互作用の有無等を考慮した要因を割付けて、組み合わせが決まります。
別工程である加工時間Aと洗浄時間Dとの間に交互作用があるとは考えにくいので、Dを6列に割りつけ、誤差因子を7列に割り付けても、問題はなさそうです。
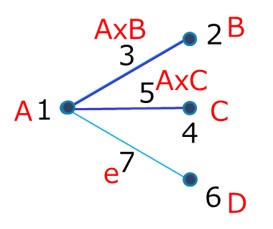
【図1 線点図を用いた因子の列への割付】
【表2 因子を割り付けた直交表】

3.「実験の実施」の具体的な手順とポイント
無作為化の原則に則って、実験の順序はランダムに決めます。
[※関連記事:《実験順序》乱塊法と分割法をわかりやすく解説 ]
データ分析1
表3は、L8直交表に実験データをまとめたものです。各実験No.ごとの測定値は、右端のデータ値欄に記入しています。
表中で、区別のため、水準1は水色セル、水準2はオレンジ色セルで示しています。
【表3 実験データのまとめ】

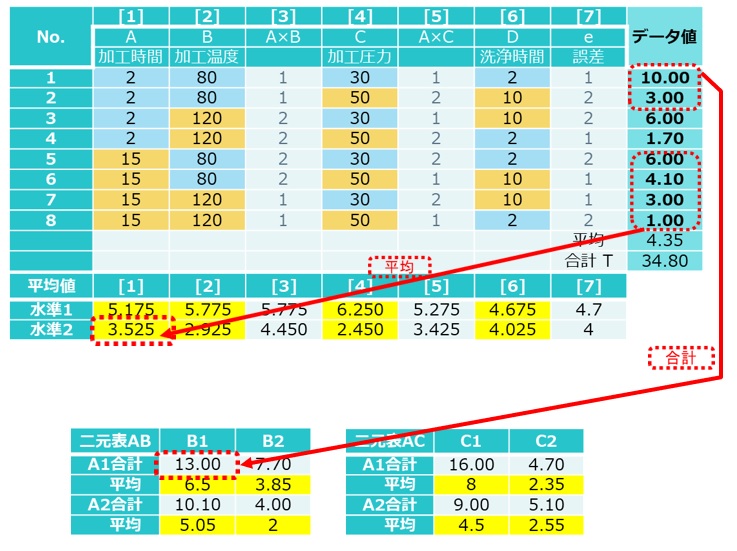
要因の効果をグラフで視覚的に把握するため、表3のデータから水準ごとの平均値等を計算し、表4のようにまとめます。
具体的には、まず黄色のセルに各水準ごとの平均値を計算します。赤線で示したのは、計算過程の一例です。
さらに、表4下方のように、交互作用が考慮される組み合わせごとの平均も算出します。
ここでも計算過程の一例を赤線で示します。
表4下方の表で、例えばA1は加工時間Aが水準1であること、C2は加工圧力Cが水準2であることを意味します。
【表4 実験データの分析】
グラフ作成
要因効果を見るために各要因の水準の平均をグラフ化しました(図2)。
グラフの縦軸は、特性値Yです。グラフの周りに配置した表は、表4の対応部分です。
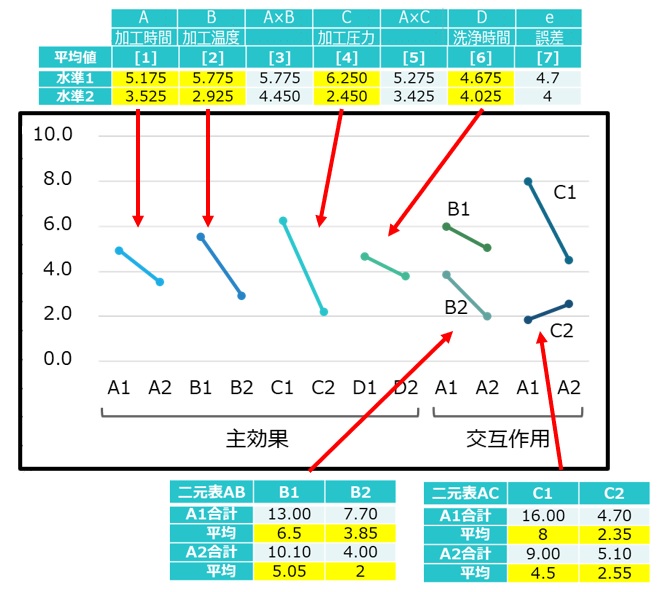
【図2 実験で得られた各要因の特性値Yへの効果】
グラフ化した結果、傾きの大きさから因子B、Cには主効果が、2本の線の平行性からAとCの間には交互作用がありそうに見えます。
データ分析2
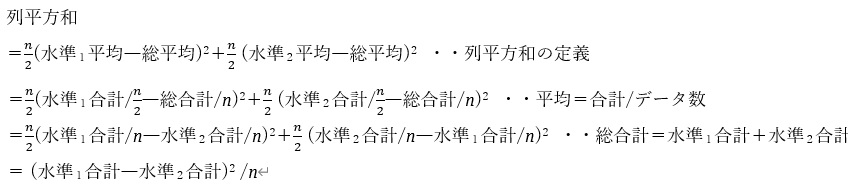
分散分析で要因効果を検定するために、列平方和を計算します。
列平方和の計算は次式を使って行います。

2水準で、各水準のデータ数が同じ場合、列平方和が上式で導けることは、今回のコラムの終わりに示しましたので、興味を持たれた方は確認して下さい。
【表5 実験データの分析】
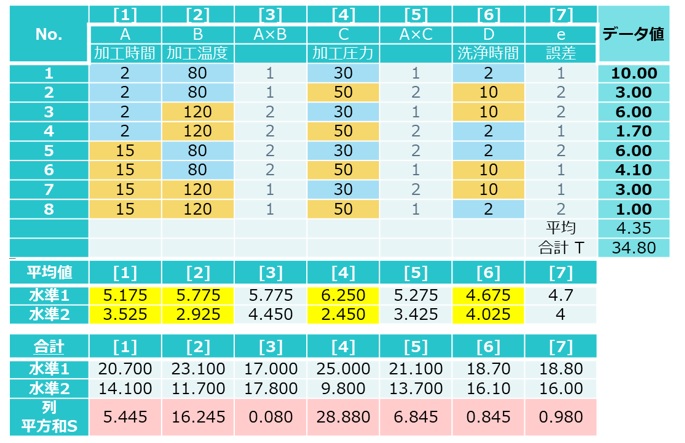
表5は表3の実験データに、各列の水準ごとのデータの合計を書き足したものです。
ここで得られた列平方和S(表5でピンク色にマークした行)を次に説明する分散分析で用います。
分散分析
分散分析では、以下の数値を分散分析表にまとめ、要因効果を検定します。
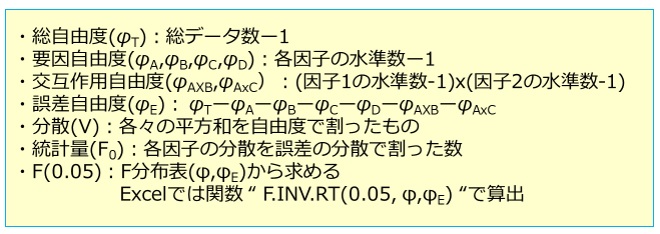
【表6 分散分析表】

F0 >F(0.05)の場合は要因効果が有意であると判定します。
さらに、上の基準では有意でない場合も、F0の大きさによっては効果を検討します。
実際に数値を入れてみると下のようになります。
【表7 製品Xの成型条件適正化実験の分散分析表】
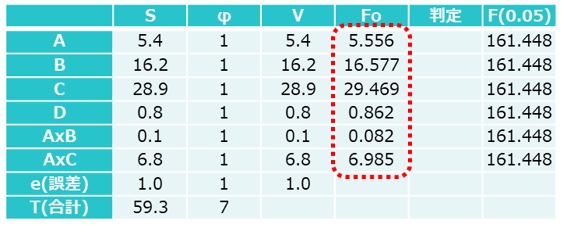
結果、上の表で赤線で示したように、どの要因効果についてもF0<F(0.05)で有意ではありませんでした。
[※関連記事:F検定とは?分散分析による検定の基本を解説 ]
4.プーリング
分散分析を行った結果、どの要因効果も有意ではありませんでしたが、有意でないからといって効果がないと結論するのは早計です。特に直交表実験のような部分配列実験の場合、誤差の自由度が小さくなって、誤差の分散を過大評価してしまう傾向にあります。
そこで、取り上げた要因が複数ある実験では、F0値から判断して効果がないと判断される要因を誤差に足し合わせて、誤差を再評価する「プーリング」という方法がとられます。この操作によって、誤差自由度が大きくなり、より精度の高い推定ができます。別の言い方をすれば、「誤差」のサンプル数を増やすことで、「誤差」の推定精度を上げていることになります。
プーリングの目安としてはF0値が2以下などが一般的に用いられます。ただし、 F0値が小さくても、交互作用をプーリングしない時は、対応する主効果はプーリングしません。
また、直交表実験では主効果もプーリングする場合がありますが、要因配置実験では主効果は原則としてプーリングしません。これは、直交表実験が効果がないかもしれない要因も取り上げて、どの要因に効果があるかを調べる実験なのに対して、要因配置実験が、効果があるとわかっている要因について、効果の大きさを調べることが主目的の実験だからです。
もう一度、得られた分散分析表を見てみましょう。
主効果D、交互作用AxBはF0が2以下ですので、この二つをプーリングしてみます。
【表8 プーリング】
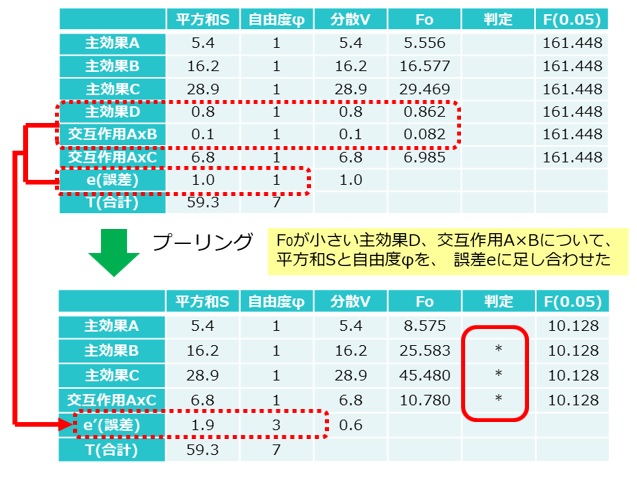
主効果Dと交互作用AxBをプーリングする際に、SDとSAxBをSEにまとめます。
誤差自由度も変わります。プーリング後の表で、判定欄に「*」が書かれているのは、F検定で有意と判定されたという意味です。このように、主効果D、交互作用AxBをプーリングした結果、誤差自由度が増加し、F検定の精度が上がりました。
図2のグラフで視覚的に確認した結果と一致して、主効果B、C、交互作用AxCについて5%有意となりました。
5.最適水準の推定
次に、最も特性が高くなる最適水準について考えます。
交互作用がない場合には、因子ごとの水準が最大になる水準を選びますが、交互作用がある場合は注意が必要です。
今回の例では、主効果A、B、Cと交互作用AxCについて考える必要があります。因子Bは交互作用がないので、水準合計の最大値であるB1が選ばれました。
【表9 因子Bの最適水準】
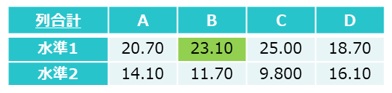
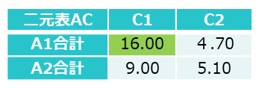
AとCは交互作用があるので、二元表ACの組み合わせの中で、最大値であるA1C1が選ばれます。
よって、最適水準A1B1C1が得られました。
【表10 組み合わせACの最適水準】
【表11 推定された最適水準】
でも、この最適水準にはどういう意味があるのでしょうか。
6.直交表実験結果の考察
今回の実験の最終目的は、「特性値Yを指標に、製品Xの成型条件を適正化する」でしたが、どの要因が有意であるかがわかっていない状態で始めた実験なので、先ずは「有意である要因を特定すること」が第一の目的だと考えるべきでしょう。
その意味では、「加工温度と加工圧力には主効果が有り、加工時間にも加工圧力との交互作用という形で効果がある一方で、洗浄時間については要因効果がない」ことがわかったというのが重要な結論です。
実験効率を考えて2水準しかとっていませんので、設定した2水準の中に最適水準があるかどうかはわかりません。
例えば、加工温度はもっと低いところに最適点があるかもしれないし(図3の緑の線)、今回選んだ2水準の中間にあるのかもしれません(図3の赤の線) 。加工時間や加工圧力についても同様です。
従って、得られた最適水準は参考程度と考えるべきでしょう。
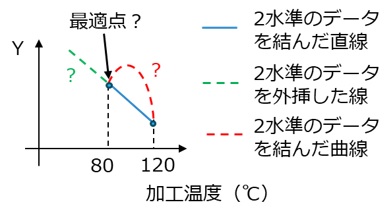
【図3 推定された最適水準】
今回のような、要因の水準を連続的に設定できる(量的因子と言います)ような実験でなく、例えば、ある野菜を育てるのに、土壌は粘土が良いか、砂地が良いか、肥料はリンが良いかチッソが良いか、水は軟水が良いか、硬水が良いかというような(質的因子と言います)実験では、最適水準(最適組み合わせ)に意味があります。
そのような場合には、このコラムで説明したような手順で最適水準を特定します。
直交表実験では、すべての水準組み合わせで実験はしていませんので、特定された最適水準での実験が行われていない場合は、確認試験を行います。
一方で、量的因子を扱う実験では、「なぜ温度は低く、時間は短い方が良いのか?なぜ、圧力は低い方が良いのか?」などを考察することも大事です。考察することで、次の実験でどの要因をどの範囲で振った実験をすれば良いのかが見えてきます。
直交表は、効率的な実験を進めるための大事な手段ですので、特徴を理解し、使いこなせるようにすることはとても重要です。
しかし、なんとなく因子を割り付けて実験をすれば答えが出てくるという魔法のようなものではありません。実験を始める前の論理立てを、しっかりとしておきましょう。
7.実験計画法コラム「直交表編」おわりに
直交表編では、実験計画法の基本をおさらいし、直交表の性質と直交表を用いた実験について事例も交えて説明してきました。
直交表を利用するには、まずは小さな直交表で試して、慣れていくことをおすすめします。
直交表実験が一番効果を発揮するのは、実験の初期段階で、どの要因の影響が大きいのか、どの要因間に交互作用がありそうか、などを効率よく把握して、その後の要因水準の最適化実験につなげるというケースです。この実験で誤った結論を出すと、その後の実験が間違った方向に行ってしまいますので、直交表の弱点も理解して、上手に使いこなしてください。
【参考:2水準で、各水準のデータ数が同じ場合、列平方和が下式で計算できることの証明】

(日本アイアール株式会社 H・N)








](https://engineer-education.com/wp/wp-content/uploads/2024/07/orthogonal-array-experiment-flow-150x150.png)
](https://engineer-education.com/wp/wp-content/uploads/2022/09/experimental-design_statistics_1-150x150.png)
](https://engineer-education.com/wp/wp-content/uploads/2021/08/Experimental-design_0-150x150.jpg)



























