全固体電池と固体電解質材料の基本がわかる!種類・特徴・技術課題を解説

脱炭素社会の実現に向け、電気自動車(EV)の普及が進んでいます。
一方、現在の主流であるリチウムイオン電池(LIB)には、エネルギー密度、充電時間、安全性、コストなどの面で、さらなる性能向上が求められています。こうした課題の解決に向けた次世代電池として期待されているのが、「全固体電池」(All-Solid-State Battery:ASSB)です。
全固体電池は、次世代電池の有力候補として、自動車メーカーや電池・材料メーカーによる研究開発が進められています。車載用途では実用化・量産化に向けた検証が続けられており、各社が材料、製造プロセス、耐久性、コストなどの課題解決に取り組んでいます。
本記事では、全固体電池の性能を左右する固体電解質材料を中心に、仕組みや特徴、実用化に向けた課題などをわかりやすく解説します。
目次
1.全固体電池とは
「全固体電池」とは、リチウムイオンが移動する媒体(電解質)に、液体ではなく固体の材料を用いた電池を指します。
従来の液系リチウムイオン電池では、可燃性の有機溶媒を含む電解液が用いられています。電解質を固体化することで、液漏れや電解液の揮発・発火に伴うリスクを低減できる可能性があります。また、電極材料やセル構造の選択肢が広がることで、高エネルギー密度化やセル設計の自由度向上も期待されています。
全固体電池の充放電の基本原理は、液系リチウムイオン電池と共通しています。液系リチウムイオン電池との大きな違いは、電解質が固体である点です。一般的な全固体電池では、固体電解質層が正極と負極を隔てる役割も担うため、液系リチウムイオン電池で使われる多孔質セパレータを別途設ける必要がありません。
2.全固体電池の仕組みと構造
全固体電池の基本的な構成を、リチウムイオン電池と比較して図1に示します。
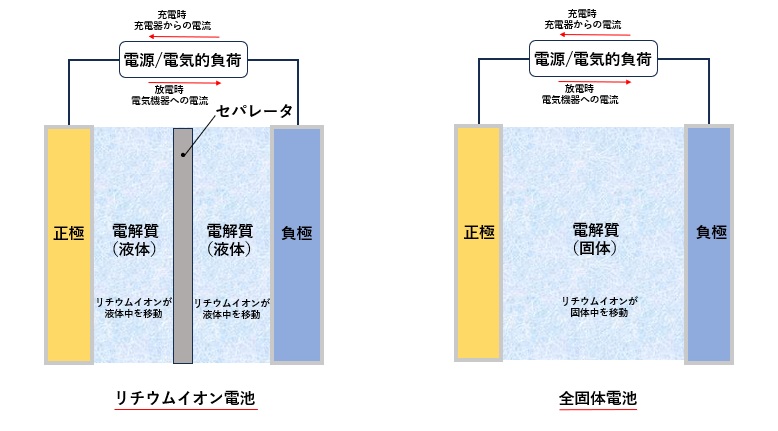
【図1 リチウムイオン電池と全固体電池の基本構成比較】
全固体電池の充放電の基本原理は、液系リチウムイオン電池と同じです。放電時にはリチウムイオンが負極から正極へ電解質中を移動し、それに伴って電子が外部回路を流れます。充電時には、リチウムイオンと電子が反対方向へ移動します。
一方、全固体電池には、以下のような構造的特徴とイオン伝導の原理があります。
- 構造的特徴:
固体電解質層は、リチウムイオンの伝導と、正極・負極を隔てる役割を担います。液系リチウムイオン電池で使われる多孔質セパレータを別途必要としないため、セル構造の簡素化や積層構造への展開が期待されます。ただし、固体電解質層の薄膜化や均一化、積層時の界面接触の確保には高度な製造技術が必要です。 - イオン伝導の原理:
無機固体電解質では、リチウムイオンが材料内部の空孔や格子間位置などを経由して移動します。その移動しやすさは、材料の結晶構造や欠陥構造などに左右されます。一方、高分子系固体電解質では、高分子鎖の局所的な運動などがイオン伝導性に大きく影響します。このように、具体的なイオン伝導機構は固体電解質の種類によって異なります。
3.全固体電池に使われる固体電解質材料
全固体電池の性能を左右する重要な材料が、正極と負極の間でリチウムイオンを移動させる固体電解質です。固体電解質には、高いイオン伝導率だけでなく、電気化学的・化学的な安定性、電極材料との適合性、成形しやすさ、量産性なども求められます。
固体電解質の主な材料系統、代表的な材料例、特徴および課題を図2に示します。
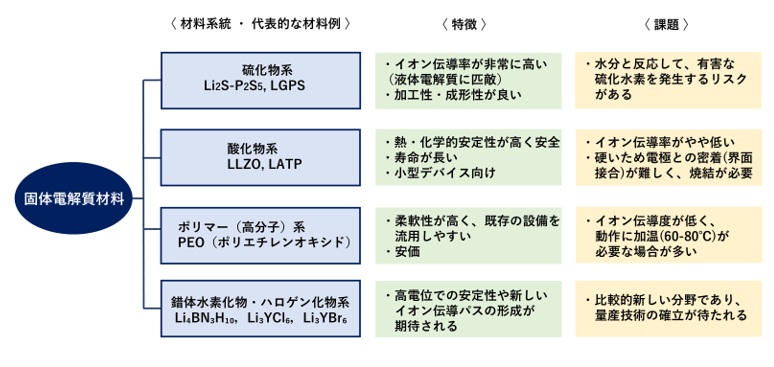
【図2 固体電解質材料】
固体電解質は、主に硫化物系、酸化物系、ポリマー(高分子)系、錯体水素化物系、ハロゲン化物系に分類されます。それぞれに長所と課題があり、用途や電池構造に応じて材料の選定や組み合わせが行われています。
(1)硫化物系固体電解質
硫化物系固体電解質には、Li₂S-P₂S₅系材料やLGPSなどがあります。
組成によっては液体電解質に匹敵する高いイオン伝導率を示すことが、大きな特徴です。また、比較的柔らかく、加圧によって粒子同士を密着させやすいため、電極との接触面積を確保しやすく、成形性や加工性に優れていることも特徴です。このため、車載用全固体電池の有力な材料として開発が進められています。
一方で、水分と反応すると硫化水素が発生するおそれがあるため、材料の製造や電池の組み立てには厳密な水分管理が必要です。大気中での取り扱いが難しく、製造設備や安全対策にコストがかかる点も量産化に向けた課題です。
(2)酸化物系固体電解質
酸化物系固体電解質には、ガーネット型のLLZOや、NASICON型のLATPなどがあります。
硫化物系と比較して熱的・化学的な安定性が高く、大気中でも比較的取り扱いやすいことが特徴です。
燃えにくく、高温環境でも安定しやすいため、安全性や長期信頼性が重視される用途への展開が期待されています。また、薄膜型の酸化物系全固体電池は、小型電子機器やセンサーなどの小型デバイスへの応用も進められています。
一方、酸化物系材料は一般に硬くてもろいため、電極との界面に隙間が生じやすく、界面抵抗が大きくなりやすいという課題があります。粒子同士を緻密に接合するために高温での焼結が必要となる場合もあり、製造工程の簡素化や低コスト化が求められています。
(3)ポリマー(高分子)系固体電解質
ポリマー系固体電解質には、PEO(ポリエチレンオキシド)をはじめとする高分子材料にリチウム塩を加えたものがあります。柔軟性が高く、電極表面に密着しやすいため、充放電に伴う電極の膨張や収縮にも追従しやすいことが特徴です。
塗工やフィルム成形など、既存の電池製造技術を利用しやすく、薄膜化や大面積化にも適していることが利点です。このため、製造設備を流用しやすく、比較的低コストで生産できる可能性があります。
ただし、室温付近ではイオン伝導率が低い材料が多く、十分な性能を得るために60~80℃程度への加温が必要となる場合があります。室温でのイオン伝導率を高めることが、実用化に向けた重要な課題です。
[※関連記事:高分子固体電解質とは?PEO系材料のイオン伝導機構・特徴・課題を解説]
(4)錯体水素化物系・ハロゲン化物系固体電解質
錯体水素化物系にはLi₄BN₃H₁₀などがあり、ハロゲン化物系にはLi₃YCl₆やLi₃YBr₆などがあります。
これらは比較的新しい固体電解質材料であり、従来の硫化物系や酸化物系とは異なるイオン伝導機構や材料特性を持つことから注目されています。
特にハロゲン化物系は、高電位の正極材料と組み合わせた場合の安定性に優れる材料があり、高エネルギー密度の全固体電池への適用が期待されています。
一方、負極側での安定性や水分に対する耐性、原料コストなど、解決すべき課題もあります。
錯体水素化物系についても、軽元素で構成されることや、材料によっては高いイオン伝導性を示すことが注目されていますが、材料設計や電極との界面制御、量産プロセスの確立はまだ研究段階にあります。
このように、現時点ですべての要求性能を単独で満たす固体電解質はありません。そのため、複数の材料を組み合わせた複合固体電解質や、正極側と負極側で異なる固体電解質を用いる構成なども研究されています。全固体電池の実用化には、イオン伝導率だけでなく、安全性、耐久性、製造しやすさ、コストを総合的に考慮した材料設計が重要です。
4.全固体電池の特徴と課題
全固体電池は、現行の液系リチウムイオン電池(LIB)や、電解質の一部にゲル状・ペースト状の材料を用いる半固体電池と比較して、以下の特徴と課題を持ちます。なお、「半固体電池」には統一的な定義がないため、本記事では、液体成分を含む半固体状の電解質を用いる電池を指します。
[※関連記事:半固体電池とは?仕組み・材料・メリット・実用化動向まで徹底解説]
(1)全固体電池の特徴
- 急速充電への適性:
高いイオン伝導性を持つ固体電解質や、熱安定性に優れた材料・セル構造を採用することで、充電時間を短縮できる可能性があります。ただし、大電流での充電時に生じるリチウム析出や発熱、界面の劣化などを抑える必要があります。 - 高エネルギー密度化の可能性:
全固体電池では、リチウム金属負極などの高容量電極材料の採用や、セル・パック構造の簡素化によって、エネルギー密度を高められる可能性があります。また、全固体電池は、電解液の漏れを考慮する必要がなく、セルの積層や一体化に適した構造を設計しやすいことから、バイポーラ構造との相性がよいとされています。
バイポーラ型では、1枚の集電体の両面に正極と負極を形成し、隣接するセルを内部で直列接続します。モノポーラ型と比べて、セル間の端子や配線、外装材などを削減できるため、電池を小型化しやすく、体積エネルギー密度の向上が期待できます。バイポーラ型とモノポーラ型の構造の違いを図3に示します。なお、バイポーラ構造は全固体電池固有の構造ではなく、液系リチウムイオン電池にも採用されています。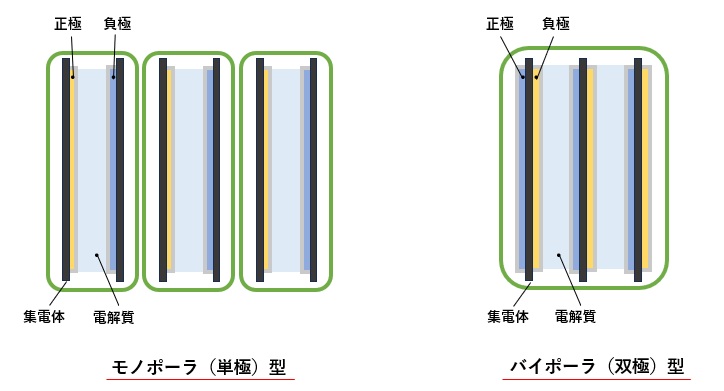
【図3 バイポーラ型とモノポーラ型の比較】 - 動作温度域の拡大:
材料によっては、液系リチウムイオン電池よりも高温域で安定して動作できる可能性があります。ただし、低温特性を含む実際の動作温度域は、固体電解質の種類や電極構成によって異なります。 - 安全性向上の可能性:
可燃性の有機溶媒を含む電解液を使用しないため、液漏れや電解液の揮発・発火に伴うリスクを低減できる可能性があります。ただし、内部短絡や電極材料の発熱反応などのリスクがなくなるわけではありません。
(2)全固体電池の課題
- 固体界面の抵抗:
全固体電池では、固体の電極と固体電解質を接触させる必要があります。液体電解質のように電極表面の細かな凹凸へ入り込めないため、両者の接触が不十分になると、リチウムイオンが移動しにくくなり、界面抵抗が増加します。界面での副反応によって抵抗の大きい反応層が形成される場合もあるため、電極表面の被覆や材料の組み合わせなど、界面を安定化する技術が重要です。 - 充放電に伴う膨張・収縮:
電極材料は、リチウムイオンを取り込んだり放出したりする際に体積が変化します。固体同士を組み合わせる全固体電池では、この膨張・収縮によって電極と固体電解質の間に隙間が生じたり、亀裂や剥離が発生したりすることがあります。接触状態が悪化すると電池の出力や容量が低下するため、体積変化を吸収できる材料やセル構造の開発が求められています。 - リチウムデンドライトと内部短絡:
全固体電池でも、充電条件や材料の状態によっては、リチウムが針状に成長するリチウムデンドライトが発生することがあります。デンドライトが固体電解質の粒界や亀裂を通って正極側まで到達すると、内部短絡につながるおそれがあります。そのため、固体電解質の緻密化や欠陥の低減、電流密度の均一化、リチウム金属負極との界面制御が重要です。 - 加圧状態の維持:
多くの全固体電池の開発例では、電極と固体電解質の接触を維持するため、セルに一定の圧力を加える必要があります。しかし、加圧機構を設けると、電池パックの重量や体積が増加し、構造も複雑になります。また、圧力が高すぎると材料の変形や破損を招く可能性があります。実用化には、できるだけ低い圧力でも安定した性能を維持できる材料・セル設計が必要です。 - 製造工程とコスト:
全固体電池の量産には、固体電解質と電極材料を均一に混合・成形し、良好な界面を形成する高度な製造技術が必要です。硫化物系固体電解質では、水分との反応による硫化水素の発生を防ぐため、厳密な水分管理や安全対策も求められます。酸化物系では、高温焼結が必要となる場合があり、エネルギー消費や工程時間が増えることがあります。さらに、加圧、積層、封止、品質検査などの工程も複雑で、現状では液系リチウムイオン電池より製造コストが高くなりやすい点が課題です。
(3)安全性とコストに関する位置付けの比較
リチウムイオン電池、半固体電池、全固体電池について、安全性とコストのおおよその位置付けを模式的に示したものが図4です。
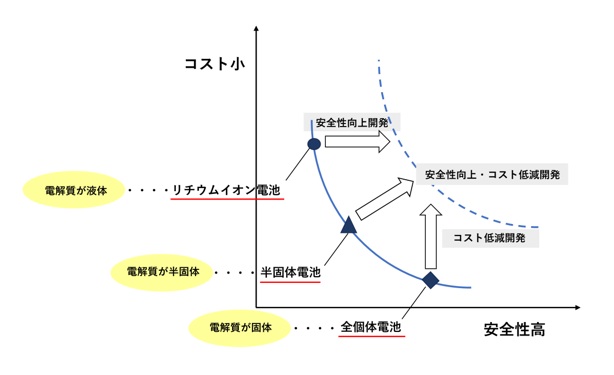
【図4 リチウムイオン電池・半固体電池・全固体電池の安全性とコスト】
なお、図4は各電池の一般的な傾向を模式的に示したものであり、実際の安全性やコストは、使用する材料、セル構造、製造方法、生産規模などによって異なります。
一般に、全固体電池は液系リチウムイオン電池よりも安全性を高められる可能性がある一方、現段階では材料費や製造設備費が高く、量産技術も確立途上です。今後は、電池性能と安全性を確保しながら、材料・製造コストを低減することが重要になります。
5.全固体電池の技術動向と実用化の見通し
(1)技術動向
近年は、電極と固体電解質の界面抵抗を低減する材料・表面処理技術や、充放電に伴う亀裂・剥離を抑える界面設計が重視されています。
製造面では、混合、塗工、加圧、積層などの工程を高速化・連続化する技術や、溶剤使用量を抑えた製造プロセスの開発が進められています。これらの技術により、環境負荷の低減と生産性の向上が期待されています。
(2)実用化・市場展開の見通し
全固体電池は、小型電子機器向けなど一部の用途ですでに商用化されています。一方、車載用途では、パイロットラインや実証生産ラインを用いた開発・量産検証が進められています。今後、車載用途での実用化と量産化が進めば、市場の拡大が期待されます。
ただし、市場予測には、全固体電池、固体電池、半固体電池の定義や、対象となる用途の違いによって大きな幅があります。そのため、市場規模を比較する際には、それぞれの予測が対象とする電池や用途の範囲を確認する必要があります。
6.まとめ
全固体電池は、安全性の向上、高エネルギー密度化、急速充電などが期待される次世代電池です。その性能を左右する固体電解質には、硫化物系、酸化物系、高分子系などがあり、それぞれイオン伝導性、加工性、安定性、コストに異なる特徴があります。
一方、実用化に向けては、電極と固体電解質の界面抵抗、充放電に伴う亀裂や剥離、製造時の水分管理、加圧条件、量産コストなどの課題が残されています。自動車メーカーや材料メーカーでは、実証設備を用いた量産技術の検証が進められており、今後の市場投入と生産規模の拡大が注目されます。
(日本アイアール株式会社 特許調査部 H・N)